 Craftsmanship
Craftsmanship













鉄づくり
Forging the iron
鉋刃は地になる地鉄(じがね)と炭素鋼で作られています。
地鉄には「釜地」と俗に言われる船のボイラーやアンカーチェーン、錨、鉄橋の解体したもの、線路(双頭レール)扉の閂などがあります。産業革命期に作られた明治35年以前に製造されていたもので、柔らかく研ぎやすい鉋の地金として不可欠なものです。
地鉄は柔らかさがまちまちで、中に割れがあるものは溶ける寸前まで熱して鍛造することである程度は割れをなくすことはできます。機械で単調に作業することでは難しく、人の目でその都度確認判断して行わなければできません。
これらの鉄を大型の炉で熱して大型の機械のハンマーを使い、鍛造し作りたい鉋の幅や厚みに伸ばします。
Kanna (blades) are made from a jigane (a soft iron backing) and a hagane (carbon steel cutting layer).
Jigane are made from materials referred to collectively as kamaji, which include ship boilers and anchor chains, anchors, parts of dismantled iron bridges, railroad tracks (double-head rails), and door bolts. The iron supplied from items manufactured dating from the last part of the 19th century is an essential base metal for crafting soft, easy-to-sharpen kanna.
Jigane are not evenly soft, and cracks in the metal can be repaired to some degree during forging by heating it to just below the melting point. It is difficult to do work this precise by machine, and the bladesmith must keep an eye on the progress to make the necessary adjustments during this process.
The metal is heated in a large forge and stretched to the appropriate width and thickness for the blade being crafted using a large mechanized hammer.




鍛接・鍛造
Forge welding and forging
地鉄を鍛造して所定の厚みと幅にし(敷作り)、水で濡らした鋼に接合剤(ホウ砂を中心とした粉末)をつけて載せます。接合剤は市販のものにさらにホウ砂を混ぜて作っていますが、自作のものもあります。
鍛接温度に加熱し金床の上で叩き(のた打ち)接合します(鍛接)。鍛接温度は鋼の種類によって異なります。温度の加減はすべて目視です。鍛接温度は低い方が良いとされていますが低すぎるとうまく接合できません。温度管理やのた打ちの具合が悪いと鍛接不良(割れなど)やふくれ(鉄と鋼の間に空気が残り膨れ上がる)ができてしまいます。
再び熱して所定の寸法に叩き伸ばします(鍛造)
The jigane is forged to the required thickness and width (creating the blade’s base). The jigane is then placed on a hagane layer that has been wetted down and coated with powder adhesive (made primarily of borax). We sometimes use market adhesive powders available on the market, to which we add borax, but we make our own, as well.
The metal is heated to forge welding temperatures, then placed on an anvil and hammered to weld them together (notauchi). Forge welding temperatures vary by type of hagane, which requires the bladesmith to adjust the temperature by sight. While lower temperatures are better for forge welding, metals will not fuse if temperatures are too low. If the temperature is not properly regulated or the metal not precisely hammered, welding defects (cracks, etc.) or blisters (swelling caused by air pockets between the layers of iron and steel) can appear.
The metal is then reheated and hammered out to the desired size (hammering).

荒研磨
Arakenma (Initial grinding)
鉋の頭などの部分を研磨で削って作り、厚みも整えます。研磨で削る必要がないくらいに鍛造できていればこの作業は必要ありません。しかしここでの形作りがしっかりしていないと後々の工程で影響が出てきます。
The head and other parts of the kanna are sharpened and the thickness adjusted in the grinding step. Grinding may not be required if the hammering process has been nearly flawless. However, a blade that is not properly shaped at this stage will cause problems at subsequent stages in the bladesmithing process.





火造り・焼鈍
Hizukui and shoton (Smithing and annealing)
鞴(ふいご)・炭を用いて鉋を熱し鉋の裏の部分を平らにならし、均一に加熱して藁灰の中で徐冷します。ある一定の温度帯でゆっくり冷めていくことで鋼を手作業(鑢やセン)でも削れるような柔らかさにすることができます。
鞴を用いて作業するところは全国でも数か所しかありません。
The kanna is heated using foot bellows and charcoal, and the ura (back of the blade) is flattened level. The kanna is then heated to a uniform temperature and gradually cooled in straw ash. Allowing the kanna to cool down slowly within a specific temperature range creates a hagane that is soft enough to be worked by hand (filing and scraping).
Only a few smitheries anywhere in Japan still use bellows and sen during this forging step.




荒ならし・裏研ぎ・鎚目入れ
Aranarashi, uratogi, and tsuchimeire (Rough flattening, ura scraping, and hammer patterning)
金床の上で叩き裏面をならし歪みを取り、裏を作ります。裏上面に鎚目を入れ化粧(装飾)します。
The blade is placed and hammered on an anvil, and the ura is crafted by flattening the metal and correcting any twist. The upper edge of the ura is decorated in a hammered pattern.




鋼直し・生ならし
Hagane naoshi and namanarashi (Correcting and curving the hagane)
鋼の厚みをそろえ、裏の曲面を作ります。最後に刃を付けたときに鉄と鋼の境目がすーっと一直線になるよう心がけています。
The hagane is ground to uniform thickness, and the ura is given its concavity. The bladesmith focuses intently on ensuring that the forge-weld seam between the iron jigane and the steel hagane will be perfectly straight at the end of the process.




生研ぎ・生ならし
Namatogi and Namanarashi (Polishing and final curving)
裏を砥石で研ぎ、裏の仕上げをします。この裏の仕上がりが千代鶴独特の風合いを生み出します。弊所では砥石を用いますがその砥石も採れるところが無くなりました。現在の在庫を消費しながら新しい素材を探しています。
The ura is given a final polishing with a whetstone. Finishing the ura in this way is what distinguishes a Chiyozuru kanna from other hand planes. We use a whetstone for this step, but suppliers of this type of stone are no longer in business. We are using our stock on hand as we search for new suitable materials for this polishing step.




整形(側の鑢掛け・甲センすき)
Shaping the blade (filing the sides and scraping the surface)
鉋の側を所定の寸法に鑢で整え、甲をセンで削り仕上げます。センで細かく鉋の甲の曲線を調整し、焼き入れ時に変化する曲面に対応します。対応する加減は経験と勘です。
The sides of the blade are filed to the specific measurements needed for the kanna, and the front of the blade is scraped with a two-handled draw knife called sen. The curvature of the surface is calibrated with a sen to correct any distortion caused during quenching. Bladesmiths go by experience and intuition in judging how much calibration is needed.
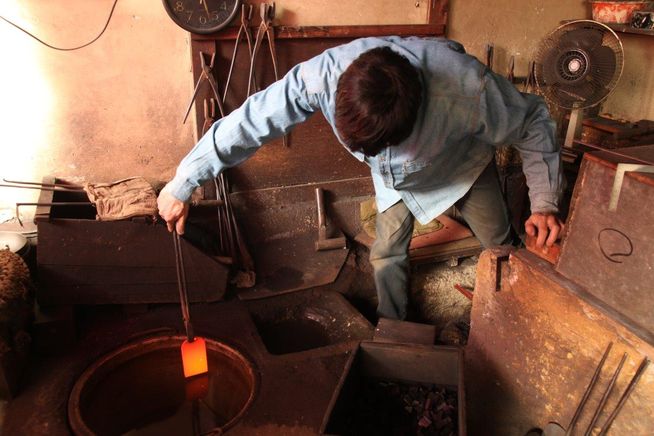

泥塗り・焼き入れ・歪取り
Doronuri, yakiire and yugamitori (Mud-coating, quenching, and correcting twist)
鉋に泥を塗り、焼き入れ温度まで鞴を柔らかく使い松炭を熱し一気に水桶に入れて急冷します。泥は鍛冶屋によって様々です。市販のものも使いますが千代鶴では独自に自然の山から入手した土を使用しています。泥を塗ることで焼き入れのムラを無くし、焼肌を美しくします。
The bladesmith coats the blade with mud and uses bellows to gradually heat pine charcoal to quenching temperatures. The kanna is then plunged into a tub of water to cool it instantly. Each smithery uses a different type of mud for this process. While some use mud available on the market, Chiyozuru kanna are coated for tempering in a special mud that comes from natural mountain soil. Coating the kanna in mud prevents irregularities caused by quenching and makes for a beautiful kanna surface.






焼き戻し・歪取り
Yakimodoshi and Yugamitori (Second tempering and correcting twist)
油槽に入れて焼き入れによって硬くなった鋼に粘り気を持たせるようにします。
Placing the blade in a tub filled with oil toughens the hard quenched hagane for greater durability.


研ぎ・銘切り
Togi and Meikiri (Polishing and inscribing)
刃を研ぎ、裏上面に名前を入れる。銘切りと言いますが、技法としては蹴り彫りと言います。一打ちするごとに三角錐のくぼみができ、それをつなげていくことで字を彫りこみます。
The blade is given a final polishing, and we inscribe our name on the upper edge of the ura. The proper name for this technique is keribori. Each stroke is a deep triangular incision linked with the next stroke to carve out the letters of the inscription.